■総合継手集団を目指して〜求められる継手会社になるには〜
平成29年1月11日
 |
| 中日本圧接業協同組合 理事長 嘉藤 裕一 |
この度、昨年春より寺崎前理事長より引き継ぐこととなり、見た目からして一歩引かれる方々もいらっしゃるかもしれませんが、継手に関する熱い思いは誰にも負けていないと自負しております。私が社長就任後から新しいことにチャレンジすることを恐れずひたすら前進あるのみと思い、様々な失敗を繰り返してきました。顧客のニーズ最優先と思い、お話があればどんな継手でもチャレンジしてきました。パイプ圧接、フラッシュバット工法、フレア溶接、新NT工法、自動ガス圧接、基礎エース作成等、様々な工法にチャレンジしてきました、その知識と経験は今施工させていただいている様々な工法に生かされていると思います。
先代の社長からは「俺の目の黒いうちは圧接以外やらん!」と言われたこともありました。 今となっては顧客のニーズも様々で多種多様な継手が適材適所で使われております。その中で、自社が継手をどう売っていくのかと考えたとき、顧客のニーズに応えるだけでなく、どこに、どの継手を使用したら生産性が向上するのかをゼネコン様へご提案できる受注スタイルの確立や、多種多様な継手に対応できる柔軟さが求められているのではないかと思います。 品質コストを語るのは当たり前の時代に、いち早く他社との差別化を図り、自社に合った営業スタイルや、工法の選定を行うべきではないでしょうか。とは言え、一社独占出来るわけもなく、今後は組合員の横の繋がりをより一層強め、中日本圧接業協同組合の組合員は柔軟な総合継手会社へなるべく一丸となり、技術協力や営業協力のできる組合にしていきたいと思います。自社でいくら優秀な技術や知識を有していても多勢に無勢では打ち勝つこともできません。組合一丸となる事で、より強固な総合継手会社の集団となっていけたらと思います。
溶接継手は品質が不安定、機械式継手はコストが高い、定着板はトータルコストが高い、天然ガス圧接は環境性能しかアピールできない等、継手の欠点を語るのではなく、天然ガス圧接は品質が安定しコスト削減につながる、定着板は構造部全体の強度が増す、機械式継手は施工にあたって導入コストが安価で、管理方法を確立できれば継手業者へ別発注する有効性を売りにできると考えたほうがより今後の会社運営にも幅が持てると思います。
最後になりますが、直面している若年従業員の雇用促進のため、他団体、ゼネコンのネームバリューを駆使して、継手業界の若返りも大きな課題の一つと考えております。
様々なビジネスチャンスはすぐ目の前に広がっています。そんなチャンスを見逃さず、様々な方向にアンテナを向け、中日本圧接業協同組合の組合員の皆様に有益な情報提供と相互発展していける組合を作っていきたいと思いますので、若輩者ですが皆様の御協力のもと頑張って参りますので、何卒暖かいご指導ご鞭撻をよろしくお願い申し上げます。
ページトップへ▲
■圧接の基本に立ち還って
平成29年1月11日
 |
| 技術・品質保証委員会(SD490太径鉄筋技術講習委員会) 委員長 宮口 茂樹 |
全国圧接業協同組合連合会では(公社)日本鉄筋継手協会SD490ガス圧接技量試験方法検討小委員会で作成したSD490ガス圧接作業標準に基づき座学と実技を含めた技能講習を平成26年より3年に渡り開催してきた。その目的はSD490のガス圧接において圧接面破断は勿論HAZ破断を無くすための研究である。
平成26年度は火炎の状態、バーナーワーク、アップセット方法、仕上り形状寸法、接合のタイミング等D38における圧接方法の基本を固めることができた。
平成27年度は、当初から26年度より課題となっていた1R還元炎による集中加熱時の垂れの問題を残していたが、更にD38からD41へ鋼径を拡大したことにより新たな問題としてD38では見掛けなかった外周部のフラットが頻繁に発生した。この原因究明に大変てこずり平成28年度まで持ち越した。
平成28年度は鋼径をD51まで拡大した。外周部のフラットはD51になると一層深刻になった。原因究明に総力をあげて取り組んだ。一般的にフラットは密着工程時の端面の酸化が原因となる。火炎の状態、バーナーの端面からのはずれ、バーナーチップの方向等が原因となる。しかし、そのような要因を十分チェックした試験片でもフラットが発生した。長く圧接に携わって来たがこの壁は厚かった。指導員と共に長い時間議論百出した。意見が行き詰ったとき、城南ガス圧接の小林誠治氏の提案が問題を解決した。「敢えて破面試験のスリット方向を変えてみましょう」これは圧接の勉強をしている人なら解かるが常識ではなかったからだ。早速、確認実験を行う。結果、どの方向からのスリットでも外周部にフラットがあることが分かる。中心部以外の外周部全域に完全な接合状態ではない部分が存在していたのだ。 小林氏のひらめきで全てが解明した。26年度から未解決であった垂れを嫌うあまり初期の密着工程時のアップセット不足による接合不良である。所定の縮み量が経過するまでは幅焼量を大きくせずに、端面潰しを行えばフラットは消滅する。SD345では起きなかったこのような問題はSD490の特異性なのだろうか。
 |
| 沖縄(9月25日) |
 |
| 関東(10月3日) |
 |
| 西日本(10月23日) |
 |
| 中日本(10月30日) |
 |
| 関西(11月6日) |
 |
| 北海道(11月13日) |
D51の圧接では更に気になった点があった。バーナーの加熱能力不足である。D51の圧接において加熱は続けているが鉄筋の昇温が止まり飽和状態となっているケースが多い。明らかにバーナーの能力不足である。アップセットを行うと圧接部の鉄筋温度は降下する。不十分な加熱状態を続け我慢しきれずアップセットを行うと規定下限値に達していても温度不足の圧接となる。バーナーの加熱能力や適正性能についても今後の検討課題と考えている。
3年間にわたり延べ390名が講習会に参加した。その成績はSD490各サイズで圧接面破断もHAZ破断も無く全数合格者は90%以上である。不合格者については複数本の破断があり、定められたSD490の施工要領で忠実に圧接できていない参加者であった。そこで全圧連ではこの成果を二つの理由から形に残したいと考えている。SD490は圧接が出来ないものと既に結論付けているユーザー関係者にもう一度見直して頂くこと、もう一点は圧接技量資格者が自覚と責任及びプライドを持って施工に当たってほしいからである。詳細ルールは今後定めて行くがSD490の圧接技量が備わった技量者を厳正な審査のうえ認定し、社会に送り出したいと考えている。この認定は全圧連の御手盛り資格ではなく(公社)日本鉄筋継手協会等、第三者にも御協力をお願いしたいと思っている。
終わりにあたり次に機会があったなら、圧接後の熱処理、熱歪み割れ、圧接部の残留応力の影響、冷却コントロール等に焦点をあてた実験をしてみたいと思う。更に熱影響部専用の非破壊検査法の登場も期待したい。私自身もこの講習会に参加して忘れかけていたガス圧接の基本に立ち戻るよう導かれた気がする。
3年間講習会に参加協力していただいた圧接会社関係者、技量者の皆さん、指導員の皆さんにこの紙面をお借りして感謝とお礼を申し上げ最終報告とします。
ページトップへ▲
■平成28年度優秀施工者国土大臣顕彰(建設マスター)
青年優秀施工者土地・建設産業局長顕彰(建設マスタージュニア)
の式典
平成28年10月7日
平成28年度優秀施工者国土交通大臣顕彰式典が10月7日(金)東京都港区メルパルクホールにおいて開催されました。今回の顕彰受賞者は415名の方々でした。全圧連からは5名の方が受賞されました。
建設マスターは、ものづくりに携わる方の誇りと意欲を増進させるとともに、その社会的評価・地位向上を図ることを目的としています。平成4年度から現在まで全圧連では84名の方が受賞されております。
 |
| 建設マスター受賞者右から 坂本さん(ジュニア)、玉田さん、宮野さん、原田さん、中口さん |
ページトップへ▲
■SD490D51、ねじ節鉄筋の圧接に講習会で挑戦
平成28年9月30日
 |
| 技術・品質保証委員会 (SD490 太径鉄筋技術講習委員会) 委員長 宮口茂樹 |
全国圧接業協同組合連合会では(公社)日本鉄筋継手協会ガス圧接継手性能小委員会の前身である、SD490ガス圧接技量試験検討小委員会が作成した「SD490ガス圧接作業標準」に基づき、全国5地区で座学と実技による技術講習会を2に渡り開催してきた。
初年度はSD490-D38ねじ節鉄筋で行った。課題としてバーナー揺動幅の標準化と垂れの問題が浮かび上がった。2年目はD41まで拡大しながら初年度の課題を継続して検討した。しかし新たな問題も起きた。破面試験で発見した外周部のフラットである。このフラットは引張試験や曲げ試験で強度低下を起す程のものではないが、1.1D削り曲げやフラットが更に拡大した場合は圧接面破断の原因に成り得る。このフラットには後のD51でも悩まされることになったがこの時点では密着工程の加圧とバーナーワークの工夫で解決した。
3年目の今年度は「SD490ガス圧接作業標準」がD38・D41をベースとした実験によって適正条件を設定したものであり、D51への適応性について検証されていないことから継手協会の委員会においても全圧連としてもSD490-D51のねじ節鉄筋をテーマとした。
| 図1 計測試験結果 |
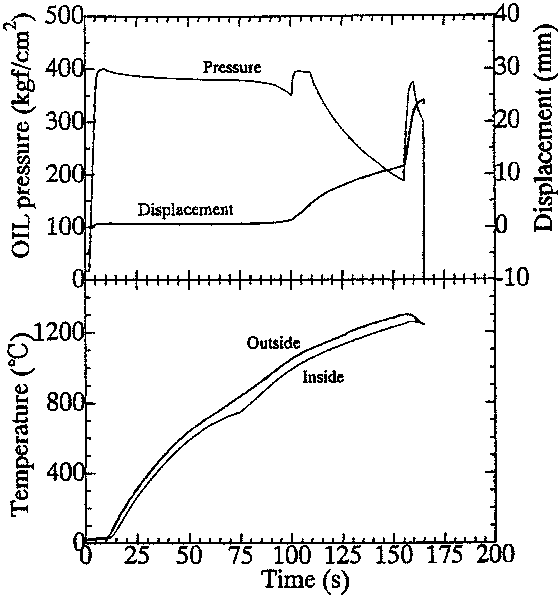 |
| (a)幅焼き型 A:ゾーンバーナーによる自動圧接 |
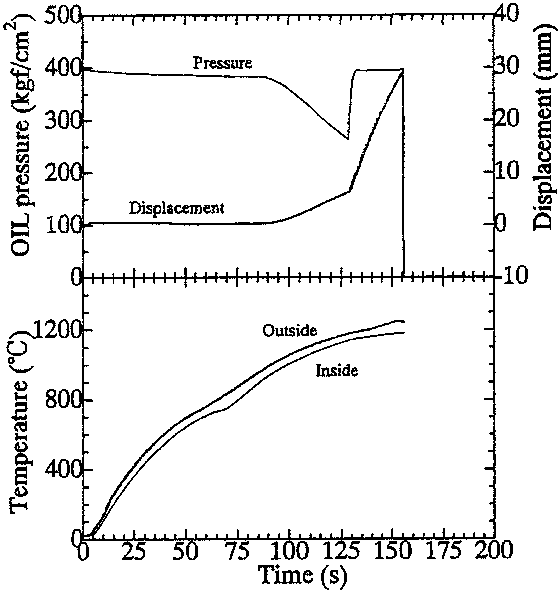 |
| (b)幅焼き型 B:ゾーンバーナーによる自動圧接 |
 |
| (c)揺動型 C:リングバーナーによる自動圧接 |
 |
| (d)揺動型 D:リングバーナーによる自動圧接 |
9月より各地の講習が開始するため指導員は7月21日より3日間富士教育センターで指導要領の検討会を行った。ここで再び問題となったのは2年目と同様に外周部のフラットの発生である。解決済みとしていた案件であったがD51のそれはなかなか手強く指導員と時間を掛けて意見交換を行った。主な意見は①上限圧力と下限圧力は適正か。②バーナーワークは適切か。③ゾーンバーナーでなくリングバーナーが良いのでは。④密着時の縮み量は適正か。⑤密着工程より後半のふくらみ形成工程に着目すべきではないか。等々の意見である。これらの意見を尊重しそれぞれに対応した実験を全て行い破面を観察したが圧接条件変更に伴うフラットの減少は無く決め手に欠いた。ここで僅かな手掛りは土井副委員長が関東で行った予備実験の結果である。「下限圧力値を下げて行くと垂れが多いがフラットが減少していった。」との報告である。下限圧力値を下げれば圧接温度は上がる。そこを主張する指導員も多い。しかし、D51はD38、D41以上に垂れが起きるのでついバーナーを揺動してしまう。しかし密着工程で接合を終了させようとする本作業標準はD51も同じである。幅焼きが進行してから接合しようとしても圧接面に直角に向けた加圧力の向きと大きさが変わると考えられるからだ。また、バーナーの選択についてはゾーンバーナーとリングバーナーの特徴を過去の協会の実験結果から紹介した。(図1)ゾーンバーナーは鉄筋の昇温スピードはその構造上早い。また、鉄筋表面と中心温度の差がD32の場合、加熱開始から圧接終了まで100度前後を維持する。ただし密着時の集中加熱は苦手である。ゾーンバーナーの袖火の角度や火口数は圧接目的により選択が必要である。リングバーナーは密着工程において接合面にバーナーを固定した際、鉄筋表面と中心温度の差がD32で200度前後である。バーナーを揺動させ下限圧力値に達するころには50度前後まで均熱される。集中加熱当初の温度差の200度は大きいが中心部の面積拡大率が非常に大きい点が中心部の良好な圧接性の要因と考えられる。どちらのバーナーが圧接に適しているか簡単に結論は出ない。しかし、現在我々が抱える問題は密着工程時の外周部フラットの解決である。この目的を鑑み今回の実験では集中加熱と集中加圧に有利なリングバーナーで行うこととした。その他、気になった点として今回D51に使用していた多くのバーナーの加熱能力不足である。『焙れど焙れど鉄筋が沸いてこない』のである。強い火にしようとするとブローしてしまいしっかり燃えてくれない。D51用バーナーはアセチレンを60ℓ/min以上は安定して燃やしたい。意見も出尽くしたところで最終実験条件のアウトラインを決定した。
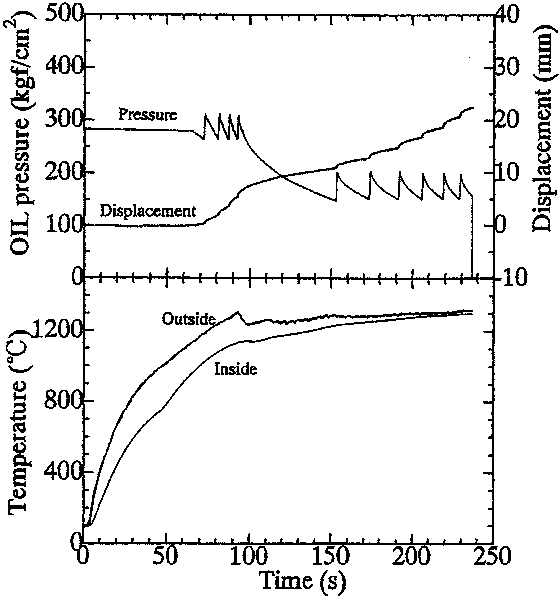
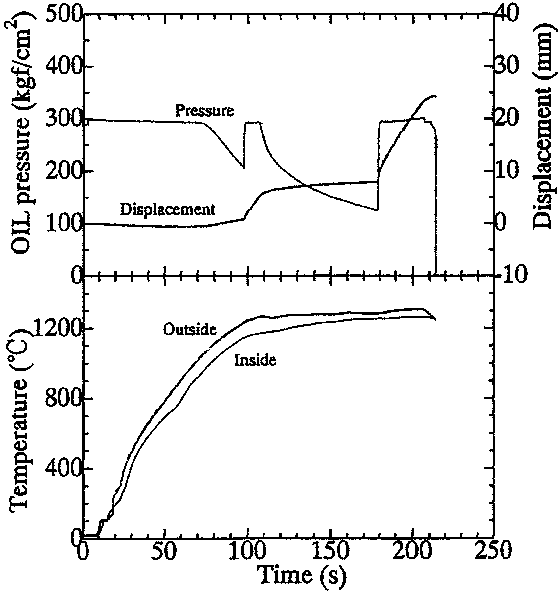
| 図2 リングバーナーによる圧力パターン図(D51:SD490) |
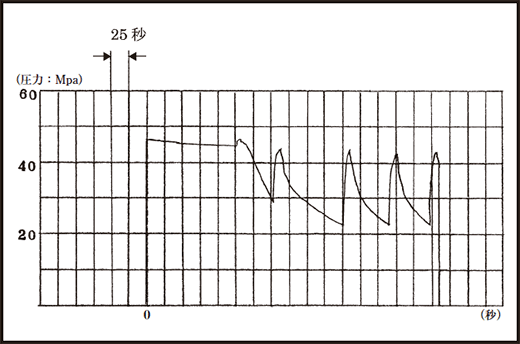 |
- 1.リングバーナーを使用する。
- 2.アセチレンの流量は60ℓ/min以上とする。
- 3.密着工程は2工程に分ける。隙間を無くす工程の縮みは3〜5mm。その後もバーナーは固定したまま圧力を一次下限圧力値まで降下させる。一次下限圧力値に達したら15mm以上のアップセットを行う。その間垂れが起きる。垂れがあってもバーナーは揺動しない。
- 4.圧接開始から密着工程終了までの時間は180秒から200秒を目標とした。
- 5.上限圧力値は45Mpa、一次下限圧力値は28Mpa、ふくらみ形成の二次下限圧力値は22Mpaとした。(図2)
以上の要領でD51を14体作成し破面試験を行った。結果は1体のみフラットを確認したが以前のものより遥かに小さく(5×10mm)問題無しと判断した。この要領でフラットは解決できたと考えている。後は全国展開して各地区の講習会の成果を待つこととなる。
 |
| SD490太径鉄筋ガス圧接技術講習会 (2015年関東地区) |
全圧連ではSD490ねじ節鉄筋の講習会は本年度で終了する。継手協会の実験や全圧連の講習会には沢山の人が参加協力して頂いたが、HAZ破断や圧接面破断が起きる技量者は一人で複数本となる傾向にあった。この「SD490ガス圧接作業標準(案)」を完全に習得した技量者を全圧連として認証する方法も今後検討する必要がある。技術を身に付けた技量者が現場の施工前試験に合格することで一層信頼できるものとなる。今圧接業界を取り巻く社会的環境は建築工法の変化もあり大変厳しい。道路橋示方書のガス圧接に対する厳しい評価や国土交通省が行う土木構造物設計指針改訂の行方も心配である。またSD490に止まらず近い将来更に高強度の鉄筋も要求されると聞く。
私達には今ここで足踏みをしている時間はない。『やっぱりガス圧接が一番信頼できる』と言わせるために。
ページトップへ▲
■平成28年度建設功労賞を村吉氏が受賞
平成28年7月11日
〜受賞のことば〜
この度は、国土交通大臣賞を受賞させていただき誠にありがとうございます。
 |
| 平成28年度建設功労賞受賞 有限会社 村吉ガス圧接工業 村吉政勇 |
20歳で沖縄を飛び出して、大阪の地で縁ありまして、圧接との出会いがありました。初めて圧接を見たとき、これは将来沖縄でも普及させたい技術だと思いました。
新幹線や高速道路関連の工事に携わり、その後沖縄海洋博関連工事となり、地元沖縄に居残りとなりました。独立しても、圧接技術は未熟でした。そのような時、西圧協に加入させていただき、圧接技術も進歩して行きました。
45年前、このような栄えある賞を頂くことは想像すらできませんでした。受賞にあたり、私を支えてくれた家族、社員、そして業界の皆様、お取引先の皆様に深く感謝致します。
今後、より一層業界のため又、地域のために鋭意努力していく所存であります。皆様のご指導、ご鞭撻のほどよろしくお願いいたします。
平成28年7月11日 有限会社 村吉ガス圧接工業 村吉政勇
ページトップへ▲
■平成28年度春褒章 寺﨑 稔氏 黄綬褒章受章
平成28年5月17日
 |
| 平成28年度黄綬褒章受章 寺﨑 稔氏 |
5月17日、寺﨑稔氏(元全圧連副会長)が黄綬褒章を受章されました。黄綬褒章の伝達式は国土交通省にて石井国土交通大臣より褒章、褒記を伝達され、伝達式終了後、天皇陛下に拝謁されました。
寺崎副理事長に天皇陛下の印象をお伺いしたところ、独特のオーラがあるお方であったと、一人、一人、声をかけて、真っすぐ人の目を見てお話しをなさり、このように365日、国民のために尽瘁なさることは常人にできることではない。自分が背負っている運命を悟っているようなお方でしたとのことでした。今回の褒章は、全体で730名(内、黄綬褒章は191名)、国土交通省関連においては、藍綬3名、黄綬44名、緑綬3名・9団体が受賞されました。